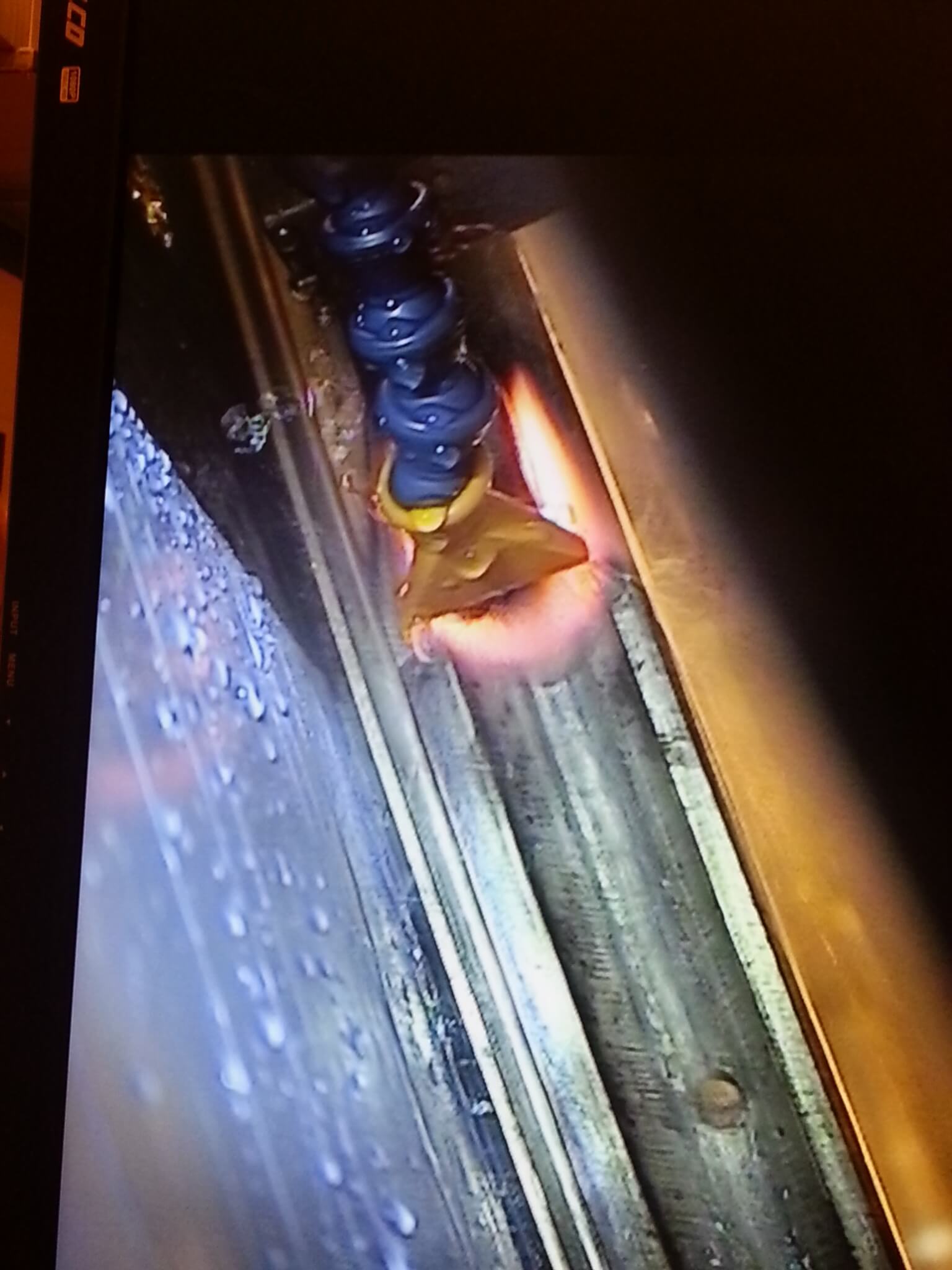
With the help of induction surface hardening we are able to manipulate the surfaces of temperable steel machine parts subject to wear, surface and rolling pressure, keeping its core tenacity, strength and resistance to long term wear and tear at the same time. During the process we heat the piece to the temperature and power density required for hardening, at a frequency chosen for the desired depth, followed by cooling with the help of a medium suitable for the piece being worked on. With a suitable inductor it is possible to temper and harden cylinders, flat surfaces, edges, brims, holes, indentations, etc.
With the help of induction surface hardening we are able to manipulate the surfaces of temperable steel machine parts subject to wear, surface and rolling pressure, keeping its core tenacity, strength and resistance to long term wear and tear at the same time. During the process we heat the piece to the temperature and power density required for hardening, at a frequency chosen for the desired depth, followed by cooling with the help of a medium suitable for the piece being worked on. With a suitable inductor it is possible to temper and harden cylinders, flat surfaces, edges, brims, holes, indentations, etc.
The technology produces a well-defined and easily reproducible result. The method may easily be fitted into automated production processes and is very energy efficient and environmentally friendly compared to traditional methods. The machinery used for induction hardening consists of an induction heat generator and the attached tempering machine, as well as an intelligent controller.

This machine is suitable for the heat treatment of steel axes. The robust build of the heating unit ensures the safety of the process and the constancy of each well-defined parameter.
These are independent machines consisting of a work piece manipulator, a heater and the cooling liquid supply unit.
The machinery is installed with self-diagnostics and ethernet communication.

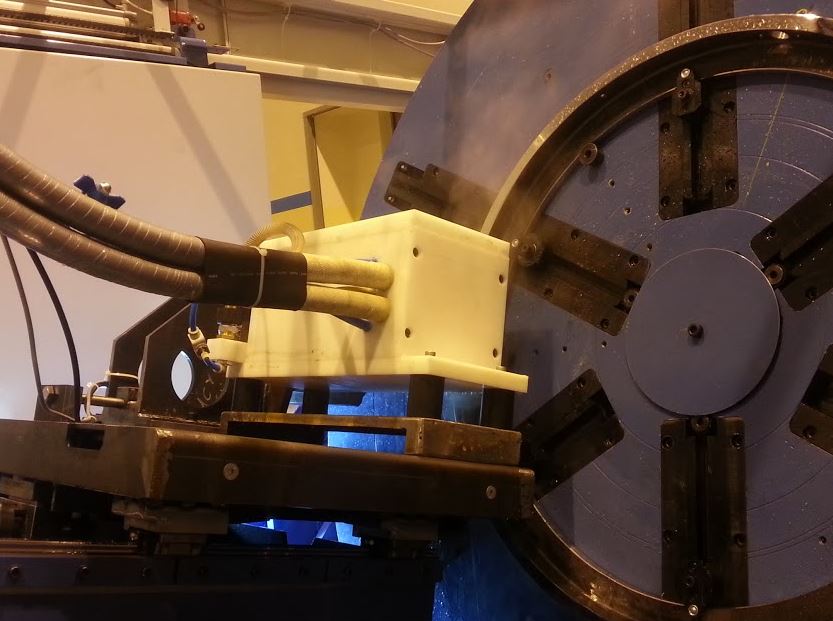
The machinery is suitable for the surface hardening of large bearing rings with deep bores using the spinning method.
The induction heater works in conjunction with a CNC unit (manufactured by Excel Csepel Kft) responsible for handling the work piece.
Owing to the regulation of forward feed and double axis positioning, the heat treatment of inner and outer rings can be carried out in a large size range at a depth of 1-3 millimeters.